CVD-Diamantfolien für die Mikrofunkenerosion
Um Werkzeuge für den Mikrospritzguss oder das Mikroprägen wirtschaftlich und hochgenau produzieren zu können, erproben Forscher einen neuen Elektrodenwerkstoff für die Mikrofunkenerosion extrem harter Materialien: strukturierte bordotierte CVD-Diamantfolien.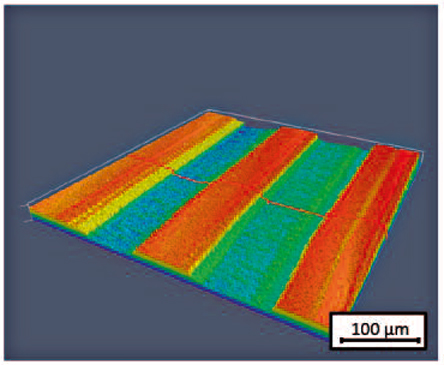
Mittels Laserabtrag erstellte Strukturen auf einer CVD-Diamantfolie
Aufgrund ihrer Unabhängigkeit von mechanischen Materialeigenschaften ist die Mikrofunkenerosion mit ihrer thermischen Wirkungsweise ein geeignetes Verfahren zur Herstellung komplexer Mikrogeometrien. Neben den EDM-Parametern hat auch der Werkzeugwerkstoff großen Einfluss auf die Bearbeitungsdauer, das Verschleißverhalten und das Bearbeitungsergebnis des EDM-Prozesses [1, 2].
Im Anwendungszentrum Mikroproduktionstechnik am Wissenschaftsstandort Berlin-Charlottenburg erforschen Mitarbeiter des Fraunhofer-Instituts für Produktionsanlagen und Konstruktionstechnik (IPK) sowie des Instituts für Werkzeugmaschinen und Fabrikbetrieb (IWF) der TU Berlin in Zusammenarbeit mit Wissenschaftlern des Lehrstuhls für Werkstoffkunde und Technologie der Metalle (WTM) der Universität Erlangen-Nürnberg den Einsatz von strukturierten bordotierten CVD-Diamantfolien als Werkzeugelektroden für die Mikrofunkenerosion. Dieser Werkstoff eignet sich aufgrund seiner hohen Schmelztemperatur und Wärmeleitfähigkeit sowie seiner hohen mechanischen Festigkeit bei geringer Masse für den Einsatz im µEDM-Bereich [3]. Dabei werden verschiedene Diamantspezifikationen hinsichtlich ihrer Eignung für den EDM-Prozess untersucht. Die Herstellung der Diamantfolien erfolgt am WTM, die EDM-Versuche werden am IWF realisiert.
Minimierung des Elektrodenverschleißes
Bisher wurden bereits umfangreiche Erodierversuche zur Identifizierung geeigneter Bearbeitungsparameter durchgeführt. Weitere Versuche zur Minimierung des für die Abbildungsgenauigkeit ausschlaggebenden Elektrodenverschleißes sind geplant. Des Weiteren werden Möglichkeiten untersucht, die CVD-Diamantfolien wirtschaftlich zu strukturieren. Letztlich sollen die auf den CVD-Diamantfolien aufgebrachten Strukturen mithilfe der Mikrofunkenerosion unter Anwendung der identifizierten optimalen Bearbeitungsparameter in ein Werkstück aus Kaltarbeitsstahl abgebildet werden.
Die Herstellung von freistehenden Diamantfolien mittels Heißdraht-Chemischer-Gasphasenabscheidung (engl. Hot Filament Chemical Vapor Deposition, HF-CVD) erfolgt mittels eines dreistufigen Prozesses [4]. Dabei wird zunächst ein Siliziumwafer durch Eintauchen in eine Suspension, bestehend aus Ethanol und 4 nm großen Diamantkörnern, bekeimt, was von Prozessbeginn an ein gleichmäßiges und schnelles Diamantwachstum sicherstellt. Die unterschiedlichen Beschichtungsprozesse erfolgen in einer Wasserstoffatmosphäre bei 6 oder 8 mbar Atmosphärendruck. Als Kohlenstoffquelle dient ein der Wasserstoffatmosphäre beigefügter Methananteil. Um eine ausreichende elektrische Leitfähigkeit der Diamantfolien zu erhalten, wird den Prozessgasen außerdem Trimethylborat als Borpräkursor beigefügt. [...]
Institut:
Technische Universität Berlin,
Institut für Werkzeugmaschinen und Fabrikbetrieb
10587 Berlin
Tel. +49 30 314-23349
www.iwf.tu-berlin.de