Cobots für die Feinarbeit
Repetitive und monotone Arbeitsschritte sind prädestiniert für die Automation. kollaborierende Systeme empfehlen sich auch in der Fertigung von feinwerktechnischen Bauteilen bei KMUs.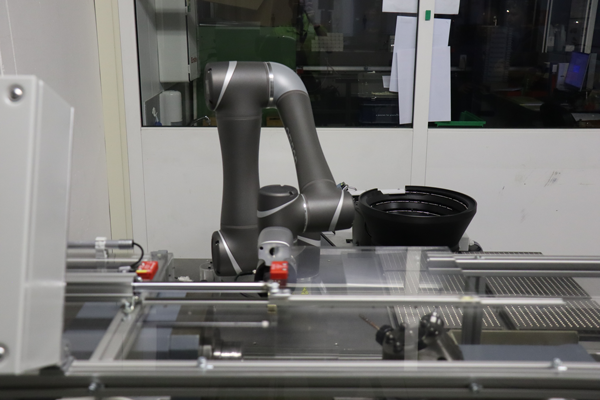
Die Bestückung der Drehbank erfolgt durch den Cobot
Das Metier der Fluri Präzisions- und Mikromechanik AG mit Sitz im schweizerischen Biel ist die hochpräzise Mikromechanik. Neben der Lohnfertigung stellt das Unternehmen auch eigene Produkte her. Bei der Einführung eines kollaborierenden Roboters im Fertigungseinsatz kooperierte Fluri mit der Staveb Automation AG, Hitzkirch/ Schweiz. Staveb führte die Implementierung des Cobots durch.
»Wir haben uns entschieden, den Cobot sowohl in der Fertigung von Wellen als auch in der Fertigung von Hülsen einzusetzen. Beide Vorprodukte fertigen wir für hochpräzise Messsysteme, daher müssen diese Arbeitsschritte sehr genau und exakt durchgeführt werden. Bei den beiden Produkten handelt es sich um Bauteile, die wir in großer Stückzahl und mit höchster Präzision herstellen«, erklärt Stefan Fluri, Geschäftsführer der Fluri Präzisions- und Mikromechanik. In der Hülsenproduktion nimmt der Cobot eine Hülse auf, positioniert diese und bestückt eine Drehbank, die einen Grat innerhalb der Hülse entfernt und die Bearbeitungsreste ausbürstet (Bild). Dabei steuert die Lösung von Staveb die Spannzange sowie den Revolverarm mit den unterschiedlichen Werkzeugen. Anschließend nimmt der Cobot die Hülse wieder auf und legt diese in einer Kiste ab. Im Falle der Wellen nimmt der Cobot diese auf, wechselt die Griffposition und platziert sie auf ein Gebläse, um Rückstände aus dem Innengewinde herauszublasen. Nach dem Ausblasen wird die Welle in sechs verschiedene Waschkörbe sorgsam palettiert. […]
Hersteller
Staveb Automation AG
CH-6285 Hitzkirch
Tel. +41 41 544 28 28
Hersteller
Fluri Präzisions- und Mikromechanik AG
CH-2502 Biel
Tel. +41 32 341 25 34