Automation für Genauigkeiten im Sub-μm-Bereich
Sollen Abläufe zur Fertigung ultrapräziser Bauteile und Oberflächen mit höchsten Genauigkeiten in einer Aufspannung und ohne manuelles Eingreifen bewältigt werden, benötigen Ultrapräzisionsfräsmaschinen besondere Eigenschaften, zum Beispiel einen AUTOMATISCHEN Werkzeugwechsel und INTEGRIERTE Messmöglichkeiten.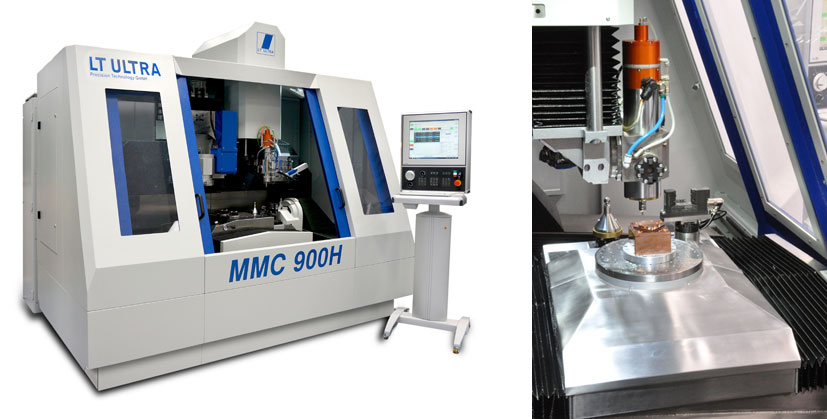
Bild 1. ›MMC 900H‹-Ultrapräzisionsfräsmaschine mit 10-fach-Wechsler und seitlichem Blick in den Arbeitsraum einer Maschine mit Rundtisch
Die Fertigung ultrapräziser Bauteile und Oberflächen hat in den letzten Jahren weiter an Bedeutung gewonnen. Vor allem durch den steigenden Bedarf an optischen Komponenten sind entsprechende Fertigungsverfahren verstärkt von Interesse.
Die Ultrapräzisonszerspanung mit bestimmter Schneide spielt dabei eine entscheidende Rolle. Sie bietet mittels verschiedener Dreh-, Fräs- oder Hobelverfahren, von der großflächigen Bearbeitung von Teleskopspiegeln bis hin zur Herstellung mikrostrukturierter Freiformflächen, eine Vielzahl von Fertigungsmöglichkeiten für optische Oberflächen. Formgenauigkeiten von weniger als 100 nm und Rauheiten von Ra < 1 nm sind erreichbar. Gleichzeitig werden diese Verfahren und Maschinen verstärkt in angrenzenden Disziplinen wie der Mikrozerspanung angewendet. Die Ultrapräzisionszerspanung und das UP-Fräsen haben aufgrund der hohen erzielbaren Genauigkeiten einen besonderen Platz eingenommen und müssen sich dadurch neuen Anforderungen stellen.
Automatischer Werkzeugwechsel
Aufgrund des komplexen und empfindlichen Herstellungsprozesses ist die UP-Bearbeitung nach wie vor personalintensiv. Von der Einrichtung des Werkzeugs bis zur finalen Reinigung und Prüfung des Werkstücks ist ein manuelles Eingreifen oft unumgänglich. Eine verstärkte Automatisierung lohnt sich meist nur bei Prozessen, die hohe Stückzahlen versprechen, wie bei der Kontaktlinsenfertigung. Mit steigenden Stückzahlen von UP-gefertigten Teilen und durch neu erschlossene Anwendungsfelder für UP-Maschinen ergeben sich jedoch zunehmend andere Rahmenbedingungen und Ansprüche.
Zu den wichtigsten Anforderungen, die lange Zeit eher stiefmütterlich behandelt wurden, gehört der automatische Werkzeugwechsel. Der Wechsel von stehenden Werkzeugen zum Beispiel auf UP-Drehmaschinen kann relativ einfach und dennoch mit hoher Genauigkeit realisiert werden: indem mehrere Werkzeuge auf dem Werkzeugschlitten entlang einer Linearachse angeordnet werden oder durch hochgenaue Rundtische, die als Werkzeugrevolver dienen. Wechselgenauigkeiten im Sub-μm-Bereich sind so bei geeigneter Temperierung der Maschine problemlos realisierbar. Bei angetriebenen Werkzeugen, wie bei der Fräsbearbeitung, verhält sich dies allerdings anders. Um hohe Oberflächenqualitäten zu erreichen, sollten der Rundlauf des Werkzeugs beziehungsweise Error Motion der verwendeten Spindel unter 1 μm beziehungsweise unter 100 nm liegen. Deshalb kommen nur luftgelagerte Spindeln infrage. Gleichzeitig muss eine Schnittstelle für den automatischen Werkzeugwechsel vorgesehen sein, was besondere Anforderungen an die verwendete Spindel stellt.
Einmessen und Vermessen in der Maschine
Jeder Werkzeugwechsel erzeugt zudem Störgrößen, die sich auf die Maschinengenauigkeit und die Position des Werkzeugs beziehungsweise dessen Rundlauf auswirken. In erster Linie sind hier die Temperaturschwankungen zu nennen, die sich durch das Start-/Stopp-Verhalten der Spindel ergeben. Außerdem können unterschiedliche Drehzahlen, die auftretenden Kräfte beim Wechseln sowie die Winkellage des neuen Werkzeugs Einfluss auf die Lage der Drehachse und des Werkzeugs unter Drehzahl sowie auf den Wuchtzustand des Systems nehmen.
Um Sub-μm-Genauigkeiten zu erreichen, muss daher ein System für die Werkzeugvermessung integriert werden. Diese Vermessung kann direkt erfolgen, zum Beispiel durch Laserlichtschranken oder Kamerasysteme, oder indirekt durch die Fertigung und Vermessung eines Probebauteils. Das Einmessen und Vermessen von Bauteilen in der Maschine ist daher ein weiterer Schritt in Richtung Automatisierung, stellt aber auch eine wichtige Maßnahme für hohe Genauigkeiten nach einem Werkzeugwechsel dar.
Mehrachsige und ultrapräzise Fräsbearbeitung
Der Ultrapräzisionsfräsmaschine ›MMC 900H‹ des baden-württembergischen Unternehmens LT Ultra-Precision Technology liegt ein Konzept zugrunde, das einerseits für höchste Genauigkeit steht, andererseits aber automatischen Werkzeugwechsel und Vermessung, In-situ-Vermessung der Werkstückgeometrie sowie eine 5-Achs-Bearbeitung erlaubt (Bild 1). Neben dem Schaftfräsen ist die Maschine auch für das Hobeln sowie das Flycutting geeignet. Letzteres ist neben dem Raster-Flycutting zur Erzeugung asphärischer oder strukturierter Optiken auch für das Planfräsen interessant. So kann die Vorbearbeitung planer Substrate, vor der anschließenden Mikrostrukturierung, direkt auf der Maschine erfolgen...
HERSTELLER
LT Ultra-Precision Technology GmbH
88634 Herdwangen-Schönach
Tel. +49 7552 40599-0
Fax +49 7552 40599-50
www.lt-ultra.de