Miniatur-Rotierspindel für erosives Drehen
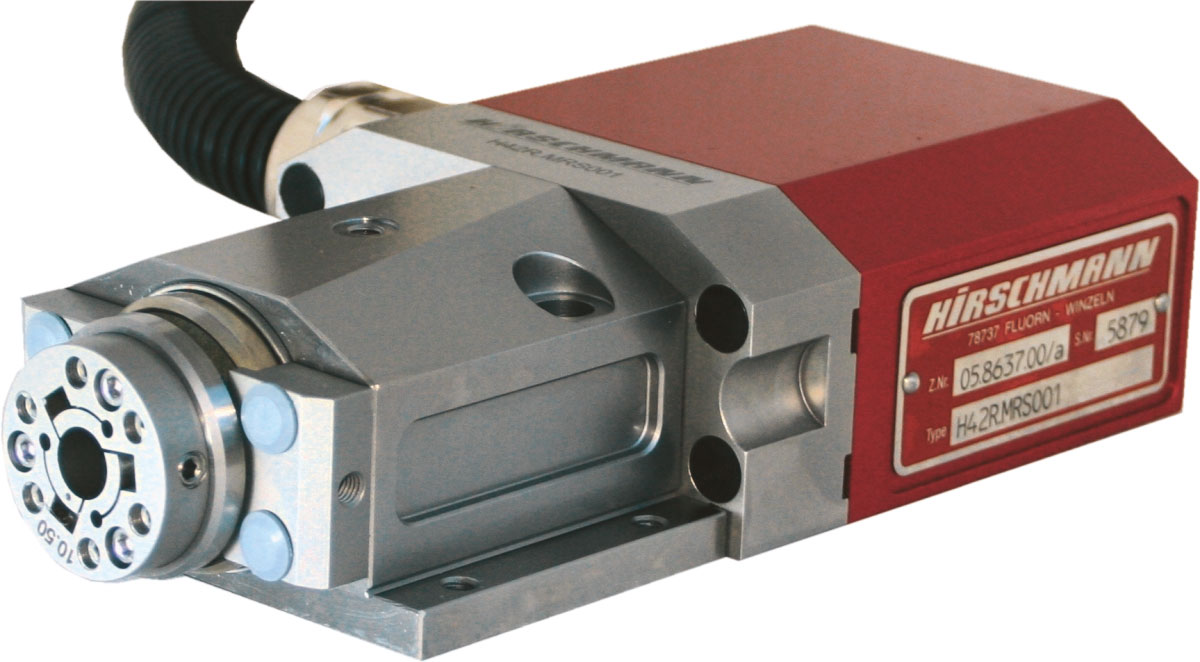
Im Kleinformat auf hohen Touren: Die Firma Hirschmann aus Fluorn Winzeln hat ihr Produktprogramm um eine Mini-Rotierspindel ›H42MRS002‹ mit einer Spitzenhöhe von nur 24 mm und einer maximalen Drehzahl von 4000 min-1erweitert. Als Werkstückaufnahme dient das patentierte Justier- Spannelement für Werkstücke bis zu einem Durchmesser von 10 mm. Mit diesem Justier- und Spannelement können bei den Werkstücken sowohl Rundlauf als auch Taumel in kurzer Zeit mit höchster Präzision auf Werte von weniger als 0,001 mm eingestellt werden. Dies bedeutet eine enorme Verbesserung gegenüber der klassischen Spannung mittels Spannzangen, da diese - selbst in einer hochgenauen Ausführung - schon einen Rundlauffehler von mehr als 0,01 mm aufweisen und das perfekte Ausrichten des Werkstückrundlaufs und des Taumels nahezu unmöglich machen. Die Spindel verfügt über eine Hohlwelle mit 8,2 x 45 mm, damit längere Werkstücke zumindest zum Teil in der Spindel verschwinden, um die Länge des fliegend aufgespannten Werkstücks zu reduzieren. Eine besondere Bedeutung hat die Übertragung des Erodierstroms auf die rotierende Spindel. Die hierzu üblicherweise verwendeten Schleifkohlen verschleißen und verschmutzen bei hohen Drehzahlen sehr schnell. Hinzu kommen die Verschmutzung der Maschine und der Filter durch den Kupferabrieb. Deshalb wird hier eine neue, vollständig im Inneren der Spindel verbaute Bürstentechnologie eingesetzt, die eine wesentlich höhere Standzeit mit sich bringt. Die Bürsten können, falls erforderlich, problemlos mit wenigen Handgriffen ausgetauscht werden. Die Ansteuerung der Spindel erfolgt über eine separate Hirschmann-CNC-Steuerung. Damit kann die Spindel auch zum Positionieren (Indexieren) des Werkstücks eingesetzt werden. Die direkte Einbindung in die Steuerung von gängigen Drahterodiermaschinen ist ebenfalls möglich. Durch die dann eventuelle Simultanbearbeitung ergeben sich weitere Einsatzbereiche, beispielsweise die Herstellung spiralförmiger Konturen.
Hersteller:
HIRSCHMANN GmbH
78737 Fluorn Winzeln
Tel. +49 7402 183-0
Fax +49 7402 183-10
www.hirschmanngmbh.com