Laserchemische μ-Bearbeitung von Inconel 718
Die laserchemische Bearbeitung hat gegenüber der konventionellen Laserbearbeitung Vorteile, insbesondere durch den selektiven Energieeintrag mit geringer thermischer Belastung. Damit punktet das Verfahren gerade bei Superlegierungen auf Nickel-Chrom-Basis.
Der Hochtemperatur-Werkstoff Inconel 718 ist eine sogenannte Superlegierung auf Nickel- Chrom-Basis. Aufgrund der guten mechanischen Eigenschaften, die über einen sehr großen Temperaturbereich vorliegen, sowie der Korrosionsbeständigkeit findet Inconel 718 heutzutage ein breites Anwendungsspektrum [1]. Beispiele finden sich bei extrem hohen Temperaturbelastungen in Turbinenschaufeln oder in Brennkammern von Gasturbinen. Außerdem wird Inconel 718 auch in Kernreaktoren oder Rohrleitungen der chemischen und pharmazeutischen Industrie eingesetzt [2].
Bei Bearbeitungsverfahren, bei denen Inconel 718 thermisch in die flüssige Phase überführt wird, können Seigerungen bei der Erstarrung zur Rissbildung führen [3]. Darüber hinaus ist insbesondere der Nickelanteil dieses Werkstoffs gesundheitsschädlich. Aus diesem Grund können staubbildende Fertigungsverfahren oder Prozesse, bei denen Dämpfe entstehen, nur unter entsprechenden Sicherheitsvorkehrungen genutzt werden [3].
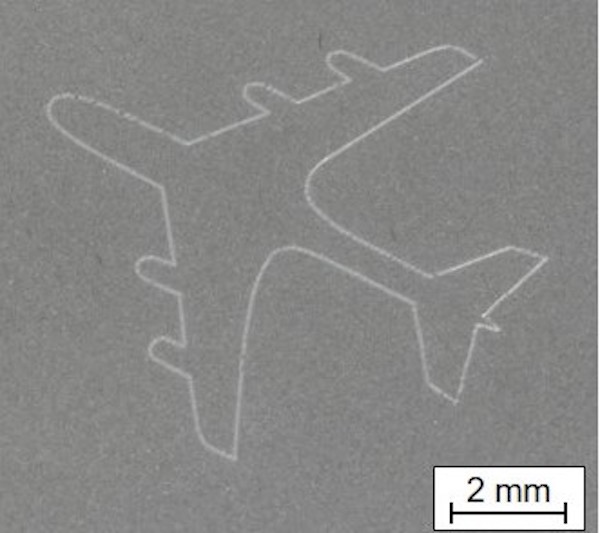
Das nichtkonventionelle Verfahren der laserchemischen Bearbeitung kombiniert die Vorteile der klassischen Laserbearbeitung – wie den lokalen und selektiven Energieeintrag – mit den Vorzügen der elektrochemischen Bearbeitung, zum Beispiel der geringen thermischen Belastung (Bild 1). Es handelt sich somit um eine materialabtragende Oberflächenbearbeitung, basierend auf dem Effekt der laserinduzierten, thermischen Aktivierung heterogener, chemischer Reaktionen zwischen einem Elektrolyten und einer metallischen Oberfläche [4]. Die selektive Oberflächenmodifikation ist bei allen Metallen möglich, die bei Raumtemperatur eine Passivierungsschicht ausbilden und damit das Werkstück im Elektrolytbad vor Korrosion schützen. Aufgrund der im Vergleich zu anderen Lasermaterialbearbeitungsmethoden geringen Laserleistungsdichten werden dabei in der Regel Veränderungen der Mikrostruktureigenschaften und Umschmelzvorgänge vermieden [5]. […]
INSTITUT
BIAS – Bremer Institut für angewandte Strahltechnik GmbH
D-28359 Bremen
Tel. +49 421 218-58000
www.bias.de